
Acid Dyes for Nylon: The Complete Industrial Dyeing Guide for Carpet, Apparel and Technical Textile Manufacturers
- Dhruv Garg
- 3 days ago
- 15 min read
You've just pulled 3,000 metres of dyed nylon carpet off the machine and the barré is visible under any light — horizontal banding, alternating light and dark stripes running across the full width, every reject roll costing you more than the entire dye batch combined. If you run a nylon carpet dye house, you already know exactly what that moment feels like.
Nylon is acid dyes' single largest commercial application by volume. It is also, without question, the most technically demanding substrate you can dye with them. The margin between a perfect result and a costly barré rejection is often one poorly controlled pH swing, one too-fast heating ramp, or one wrong dye class selection — and the problem only becomes visible after the fabric has already been processed. This guide covers the chemistry, the dye class decisions, the defect root causes, and the exact process parameters that industrial nylon dyers need. No generalisations.
Key Takeaways for Nylon Dye Buyers
Nylon has far fewer dye sites per kilogram than wool — typically 35–75 milliequivalents of amine end groups (AEGs) versus wool's 800–900 milliequivalents of total ionic sites — which is precisely why nylon is more sensitive to process variation and barré defects.
Three distinct acid dye classes apply to nylon, each with a different fastness-to-levelling trade-off: levelling dyes (ISO wash fastness 3–4), milling dyes (ISO 4–4-5), and 1:2 metal complex dyes (ISO wash fastness 4–5, light fastness 6–7) — the choice must be locked to end-use specification before the recipe is set.
1:2 metal complex (pre-metallised) dyes dominate automotive upholstery, outdoor furniture fabric, and technical textile applications — applied at pH 5–6 without salt, delivering ISO light fastness 6–7 that levelling grades cannot reach.
US Section 301 tariffs impose a 25% additional levy on acid dyes imported from China as of 2025, making Indian manufacturers the primary alternative source for buyers in the US, EU, Vietnam, and Bangladesh.
The global acid dyes market stands at $2.19 billion in 2025 and is projected to reach $3.29 billion by 2032 (CAGR 5.98%) — nylon applications in carpet, hosiery and technical textiles are among the key growth segments driving that figure.
Why Nylon Is the Most Demanding Substrate for Acid Dyes
Most acid dye technicians who first move from wool or silk to nylon underestimate the substrate. Wool forgives. Nylon does not.
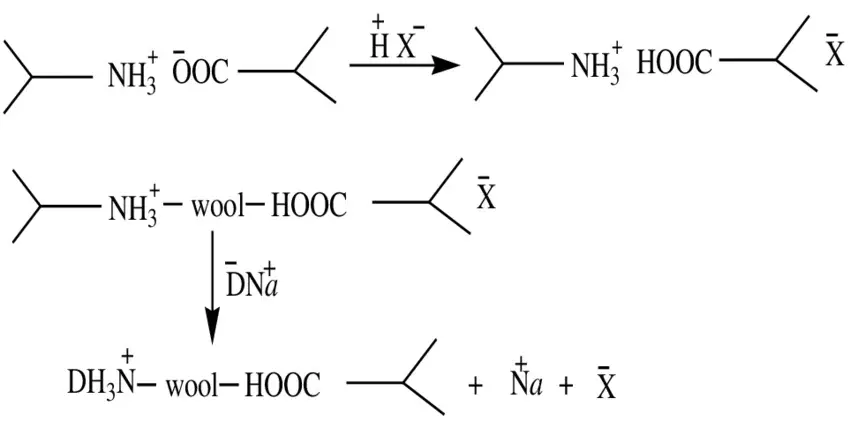
Polyamide chemistry and dye site availability. Nylon is a synthetic polyamide — long chains of amide linkages (-CO-NH-) terminated at the chain ends by amine groups (-NH₂) and carboxyl groups (-COOH). These amine end groups (AEGs) are the primary sites where acid dye molecules attach. In a typical commercial nylon fibre, AEG content ranges from just 35 to 75 milliequivalents per kilogram — a narrow margin of available attachment points compared to wool, which carries 800–900 milliequivalents per kilogram of total ionic dye sites. The consequence is significant: nylon's low, variable AEG content makes it far more sensitive to lot-to-lot polymer variation than wool or silk. The exact same dye recipe at identical process conditions can produce meaningfully different depth of shade on two nylon lots simply because the AEG count shifted by 10–15 milliequivalents at the spinner.
Heat history and spin finish: the hidden variables. Nylon fibre that has been drawn, textured, or heat-set at different temperatures during manufacture will have different molecular orientation and crystallinity — which directly affects how readily dye molecules penetrate the fibre interior. Spin finish (the lubricant applied during spinning) adds another layer of variability. Inconsistent spin finish removal during scouring leaves localised barriers to dye strike that cannot be detected by eye on grey fabric. If you're running a carpet dye house in Turkey and sourcing nylon BCF from two different spinners on the same beam, you are, in effect, dyeing two chemically different substrates at the same time. The recipe that works cleanly on one will produce a lighter build-up or patchy strike on the other.
Nylon 6, Nylon 6.6, Nylon 4.6 — they are not interchangeable. Nylon 6 (polycaprolactam) and Nylon 6.6 (polyhexamethylene adipamide) are the two dominant commercial grades for carpet and apparel. Nylon 6 has a slightly more open amorphous structure, takes dye faster, at lower temperatures, and is somewhat more tolerant of pH variation. Nylon 6.6 has higher crystallinity, a sharper crystalline transition, requires tighter temperature control, and is significantly more prone to uneven strike. Nylon 4.6 — used in high-performance technical applications — has even higher crystallinity and generally requires a modified process recipe. Any dye recipe validated on Nylon 6 carpet cannot be transferred directly to Nylon 6.6 hosiery yarn without recalibration.
This is not a substrate that forgives lazy process control. And that is exactly why getting nylon right — dye class, chemistry, recipe, and supplier consistency together — protects a dye house's margin more than almost any other decision it makes.
This is where most dye house decisions succeed or fail before a single gram of dye enters the bath. Three classes. Each has a fundamentally different levelling behaviour, fastness profile, and cost structure. Choosing on purchase price alone is how you end up with a wash fastness rejection from your brand customer two months after dispatch.
Levelling Acid Dyes for Nylon
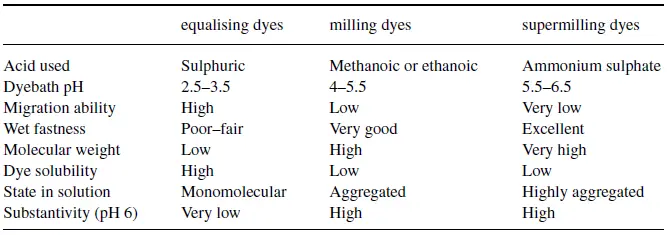
Low molecular weight, high aqueous solubility, and a strong tendency to migrate between dye sites during processing — that migration is exactly what makes these dyes level on difficult nylon substrates.
Levelling grades are the right choice for fashion hosiery, lingerie, swimwear, and any nylon application where shade brilliance and levelness matter more than long-term wash durability. Applied at pH 5.5–6.5 using an acetic acid and ammonium acetate buffer, peak temperature 95–98°C, with ammonium sulphate at 5–10% on weight of fibre as the levelling assistant. The sulphate ions compete with dye anions for amine sites, slowing the strike rate and allowing time for uniform distribution across the fibre cross-section.
The wash fastness limitation is real and it cannot be engineered away in finishing. Levelling acid dyes on nylon achieve ISO 105-C06 wash fastness of 3–4. For a fashion hosiery brand with a 5-wash durability standard, that is workable. For an outdoor furniture fabric that must pass 20 wash cycles at 40°C, it is a failing result. Know the specification — it determines the dye class, not the other way around.
Milling Acid Dyes for Nylon
Higher molecular weight, greater substantivity for nylon, lower migration tendency — and wash fastness of ISO 4–4-5. The cost premium over levelling grades is moderate: typically 15–30% per kilogram at equivalent depth of shade.
Applied from dilute acetic acid, pH 4.5–5.5, at temperatures of 95–100°C. Because milling dyes have less natural migration tendency than levelling grades, levelling agent dosing is more critical — without proper retarder chemistry and a controlled heating ramp, milling dyes on Nylon 6.6 will give unlevel results faster than you expect.
If you're running a sportswear dye house in Vietnam producing nylon/elastane blends for brands with documented wash performance specifications, milling acid dyes are your logical starting point. The step up in fastness is real. The levelling challenge is manageable with a controlled process. One important note on nylon/elastane blends specifically: elastane (Lycra) is heat-sensitive and begins to degrade above 100°C — keep peak temperature at 95–98°C maximum when the blend contains more than 15% elastane, and consider a low-temperature milling grade if the elastane percentage is higher.
1:2 Metal Complex (Pre-metallised) Dyes for Nylon
Where performance specifications are non-negotiable, 1:2 metal complex dyes are the only technically defensible answer.
The chemistry: two dye molecules coordinate around a single metal atom — chromium or cobalt — forming a structurally rigid complex that bonds to nylon with much greater stability than standard acid dyes. The larger molecular geometry both reduces mobility within the fibre structure and provides substantially better UV stability than the unmetallised chromophore. Applied from neutral to weakly acidic conditions — pH 5–6, with formic acid as the pH control agent rather than acetic acid — at 95–100°C, without any auxiliary salt.
Actual fastness grades: ISO 105-C06 wash fastness 4–5, ISO 105-B02 light fastness 6–7. Automotive upholstery fabric must meet ISO 105-B02 light fastness 6 minimum as a standard OEM requirement. Outdoor contract fabric typically requires both light fastness 6–7 and wash fastness 4–5. Safety and workwear applications with EN ISO cleaning compliance need colour stability across repeated industrial laundering cycles. For every one of these categories, 1:2 metal complex dyes are the correct specification from the outset — and no after treatment will bring a levelling dye up to these grades.
Our Colacid range of acid dyes includes grades across all three classes, supplied with dyed-on-nylon shade cards and batch ΔE data, so you are selecting from verified nylon performance rather than generalised dye chemistry.
The Barré Effect — The Most Expensive Problem in Nylon Dyeing and How to Solve It
No other dyeing defect costs nylon processors more money per year than barré. Here is what it actually is, where it actually comes from, and the specific process controls that prevent it — because much of the advice circulating in dye houses is incomplete.
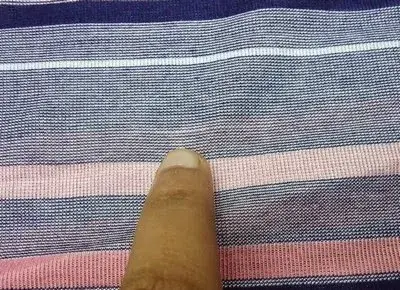
What barré looks like and when you find it. Barré appears as regular or irregular stripes, bands, or streaks running across the width of fabric or carpet — alternating areas of deeper and lighter shade. In carpet, it typically follows the tufting pattern: stripes aligned with the machine direction, or transverse bands tracking weave picks. In knitted hosiery or jersey, it runs along the course direction. The critical commercial problem is not how it looks. The critical problem is when you find it: barré is almost never visible on grey, undyed fabric. It appears only after dyeing — sometimes only under directional light or after heat setting. You discover the defect after you have invested the full processing cost.
The real causes — all of them. Barré on nylon is not a dyeing problem. It is a fibre problem that dyeing exposes and amplifies.
Polymer chemistry variation is the root cause. When nylon yarn has variable AEG content — between lots blended on the beam, or between filaments within a single yarn — high-AEG and low-AEG filaments take up dye at different rates, producing alternating light and dark bands locked permanently into the dyed structure. Variable heat history during draw-texturing or heat-setting changes crystallinity distribution across the same yarn package. Spin finish variability — even minor inconsistencies in oil application during spinning — creates localised barriers to dye strike that are invisible until the colour is on.
Uncontrolled dye strike rate then amplifies every one of these fibre-level differences. When acid dye strikes nylon too fast — at temperatures rising too quickly above 85°C, or at pH that has drifted below 5.0 — the dye preferentially occupies the most accessible, highest-AEG sites before it has time to migrate. Every pre-existing structural difference in the nylon is permanently fixed in the dye distribution. There is no remediation at that point.
Prevention: the four controls that actually work. We've worked through this exact defect on Nylon 6.6 BCF from Turkish spinners and on textured Nylon 6 from South Asian producers — the solution always comes back to the same set of controls, applied consistently and without exception.
Heating ramp. Never exceed 1°C per minute from 70°C to peak dyeing temperature when running levelling acid dyes on nylon. This is not an approximate target — it is the difference between a level result and a barré result on sensitive Nylon 6.6. A dye machine controller that cannot hold ±0.5°C on its ramp programme is a liability on this substrate.
Pre-treatment before dye addition. Bring the dyebath to 50°C with levelling agent and ammonium sulphate already in the bath, hold for 10–15 minutes, confirm pH is at target, then begin slow dye addition. Never add dye to a cold bath. The pre-treatment phase lets the levelling agent distribute uniformly across the fibre surface before any dye competition begins.
Continuous pH monitoring. If pH drops below 5.0 during exhaustion on levelling dyes, strike rate accelerates sharply and irreversibly. Monitor pH at 10-minute intervals from 80°C to peak temperature, with acetic acid available on a feed pump to correct upward drift. A pH meter in the lab is not sufficient — it needs to be on the machine.
Dye class choice. Levelling acid dyes reduce barré risk because of their built-in migration tendency. Milling acid dyes — higher substantivity, lower migration — increase barré risk on variable nylon. If your substrate shows known AEG variability and you need milling grades for the fastness specification, be extremely conservative on heating rate and precision with levelling agent dosage.
The supplier's role in this is not peripheral. Lot-to-lot shade consistency with ΔE < 0.5 between batch deliveries eliminates a common but frequently overlooked source of run-to-run variation. Different dyestuff particle size or auxiliary concentration between two deliveries of nominally the same dye will produce different strike kinetics at identical process conditions. For a carpet dye house running repeat orders on the same shade code, this matters on every single production run.
Process Parameters — The Exact Recipe for Dyeing Nylon with Acid Dyes
Levelling Acid Dye on Nylon: Full Process Sequence
Pre-treatment: Fill dyebath at 40°C, pH 5.5–6.5 (acetic acid + ammonium acetate buffer), add levelling agent 1–2% owf, ammonium sulphate 5–10% owf, run 10 minutes.
Dye addition: Add levelling acid dye (pre-dissolved in hot water at 60°C) by slow feed at 50–60°C over 15–20 minutes.
Heating ramp: 1°C per minute from 60°C to 95–98°C.
Exhaustion hold: 30–45 minutes at 95–98°C; monitor pH every 10 minutes, maintain 5.5–6.5.
Cooling: 1.5°C per minute to 60°C; do not quench-cool — rapid cooling on Nylon 6.6 can cause surface crazing.
Afterwash: Warm water rinse at 50–55°C. Soaping agent if shade depth >2% owf.
1:2 Metal Complex on Nylon: Full Process Sequence
Dyebath: 40°C, pH 5–6 (formic acid; note — not acetic acid, formic acid provides tighter pH buffer at this range), no auxiliary salt required.
Dye addition: Metal complex dye pre-dissolved at 70°C; add to bath at 40–50°C.
Heating ramp: 1°C per minute to 95–100°C. Less critical than levelling dyes but do not rush.
Exhaustion hold: 45–60 minutes at 95–100°C; pH should hold at 5–6 throughout.
Cooling: 1–1.5°C per minute to 60°C.
Rinse: 60°C warm rinse; no soaping agent required at standard depths.
What NOT to Do — Four Process Errors That Cause Shade Rejection on Nylon
Too-fast strike (temperature ramp >2°C/min above 70°C): The single most common cause of barré and unlevel results. On Nylon 6.6, dye strike becomes almost irreversible above 85°C — level the shade before you get there.
pH crash mid-process: If the acetic acid feed empties and pH drops to 3.5–4.0 mid-exhaustion, levelling dyes will suddenly over-strike any remaining bare spots. Monitor continuously.
Hard water without prior treatment: Calcium and magnesium ions in process water above 100 ppm interfere with acid dye solubility, cause dye aggregation, and produce spots or patches. Sequestering agent (EDTA or NTA-based) at 0.5–1% owf is non-negotiable in hard water areas.
Wrong dye class for the performance specification: Applying levelling acid dyes to an automotive upholstery fabric ordered to ISO light fastness 6 is not a "we'll fix it in finishing" situation. There is no fixing it. The fastness grade of a levelling dye on nylon does not change with aftertreatment. If the specification calls for 1:2 metal complex grades, there is no substitute.
Applications by End Use — Which Acid Dye Class for Which Nylon Product
Application | Recommended Dye Class | Key Requirement | Fastness Priority |
Hosiery & legwear | Levelling acid dyes | Bright shades, smooth levelness on knit courses | Colour brilliance > wash fastness |
Swimwear & activewear | Levelling to milling | Chlorine and wash resistance for chlorinated pool contact | Chlorine fastness, wash fastness 3–4 |
Nylon carpet (residential) | Levelling to milling | Level pile, good traffic stain resistance | Light fastness 4–5, stain resist |
Nylon carpet (contract/hospitality) | Milling to 1:2 metal complex | Extended wear, commercial cleaning cycles | Light fastness 5–6, wet rub 4 |
Automotive upholstery | 1:2 metal complex | OEM specification, UV exposure, heat ageing | Light fastness 6–7, ISO specification compliance |
Outdoor furniture fabric | 1:2 metal complex | Prolonged UV, rain/weather cycling | Light fastness 6–7, wash fastness 4–5 |
Safety & workwear | 1:2 metal complex | Repeated industrial laundering, EN ISO compliance | Wash fastness 4–5, light fastness 5–6 |
Technical textiles (marine, industrial) | 1:2 metal complex | Saltwater, UV, chemical exposure | Full performance specification package |
We supply acid dyes across all of these application segments from our Ahmedabad facility, with nylon-specific shade cards and technical consultation for dye class selection, recipe troubleshooting, and barré prevention. If you're working on a specification-driven project and you're not sure whether a levelling or metal complex grade is the right starting point, that is exactly the conversation our technical team is set up for.
Sourcing Acid Dyes for Nylon from India — The Supply Chain Case
US Section 301 tariffs — imposing a 25% additional levy on acid dyes imported from China — changed sourcing economics for buyers in the United States and their supply chains in Vietnam, Bangladesh, and Indonesia practically overnight. For a dye house running 50 tonnes per month of acid dye for nylon production, a 25% cost increase on the China-sourced portion is not an abstraction. It is a material line item. Procurement teams across North America and Western Europe have been systematically evaluating Indian suppliers since 2025.
What separates a capable Indian acid dye supplier for nylon from a capable general acid dye supplier? Three things, specifically.
Lot-to-lot ΔE consistency. For a carpet dye house running repeat orders — same shade code, same customer, order after order — the ΔE between dye batches must be held below 0.5. Any wider than that and you are introducing a new variable into every repeat run. Ask for batch consistency data, not just a shade card.
Nylon-specific shade dyeings. A shade card dyed on wool substrate tells you almost nothing about how the same dye will build on nylon. Amine end group affinity, strike rate behaviour, and levelness performance differ significantly between the two substrates. Require that shade cards be presented as nylon-dyed samples.
Technical support for nylon process problems. Barré troubleshooting, pH control assistance for new nylon substrates, dye class selection for OEM specifications — these are not generic services. They require someone on the other end of the conversation who has actually worked with nylon dye houses.
Avi Chemicals has been manufacturing and exporting acid dyes since 1980. Our export markets include Italy — a major hub for both nylon carpet and hosiery processing — Turkey, the world's largest carpet manufacturing nation, Spain, Vietnam, Bangladesh, and six others. Dye houses in these markets that process nylon have been using our grades, and they return because the lot-to-lot consistency holds across shipments.
Request a free acid dye sample set dyed on nylon — with our shade card, ΔE batch consistency data. Contact Avi Chemicals →
Frequently Asked Questions
What acid dyes are best for dyeing nylon fabric?
The best acid dye class for nylon depends on your end-use performance specification. Levelling acid dyes are the right choice for fashion applications — hosiery, lingerie, and swimwear — where shade brightness and levelness matter most and wash fastness requirements are moderate (ISO 3–4). Milling acid dyes offer improved wash fastness (ISO 4–4-5) at a moderate cost premium and suit sportswear and outdoor nylon with wash durability requirements. For automotive upholstery, outdoor contract fabric, and technical textiles requiring ISO light fastness 6–7 and wash fastness 4–5, 1:2 metal complex (pre-metallised) dyes are the correct choice and the only one that will pass OEM-level performance testing.
What causes the barré effect in nylon dyeing and how do you prevent it?
Barré — the transverse striping or banding visible across dyed nylon fabric or carpet — is fundamentally a fibre-level problem amplified by uncontrolled dyeing conditions. The root cause is variability in amine end group (AEG) content between filaments or yarn lots, combined with inconsistent heat history during fibre manufacture. When dye strikes too fast — typically due to a heating ramp above 2°C/min through the critical 70–95°C range — these pre-existing differences are locked in permanently. Prevention requires: a strictly controlled heating ramp of 1°C/min to exhaustion temperature, pre-treatment with levelling agent before dye addition, continuous pH monitoring throughout exhaustion, and selection of levelling acid dyes (which migrate and self-correct) rather than milling dyes where the substrate is known to show AEG variability. Consistent dye batches from your supplier — ΔE < 0.5 between deliveries — also eliminate a common but overlooked source of run-to-run variation.
What is the difference between levelling and 1:2 metal complex acid dyes for nylon?
Levelling acid dyes are low molecular weight, highly soluble, and migrate freely between dye sites during processing — this migration is what produces level shade on variable nylon, but it also limits wash and light fastness. 1:2 metal complex dyes have a chelated metal atom (chromium or cobalt) coordinating two dye molecules into a larger, structurally rigid complex. This geometry makes them far more resistant to wash-out and photodegradation once fixed in the fibre — ISO wash fastness 4–5, light fastness 6–7 — but they have lower brilliance and are applied from a narrower pH window (pH 5–6, formic acid). Levelling dyes are for colour-first applications; metal complex dyes are for performance-specification applications. They are not interchangeable.
What temperature and pH should I use to dye nylon with acid dyes?
For levelling acid dyes on nylon: pH 5.5–6.5 (acetic acid/ammonium acetate buffer), peak temperature 95–98°C, heating ramp 1°C/min from 60°C to peak, ammonium sulphate 5–10% owf as levelling assistant, exhaustion hold 30–45 minutes. For 1:2 metal complex dyes on nylon: pH 5–6 (formic acid), peak temperature 95–100°C, heating ramp 1°C/min, no salt auxiliary required, exhaustion hold 45–60 minutes. In both cases, cooling should be controlled at no faster than 1.5°C/min — rapid cooling on Nylon 6.6 can cause surface crazing and dye re-deposition problems.
Can I use the same acid dye for nylon carpet and nylon apparel?
The same dye class may apply to both, but the recipe will differ — sometimes substantially. Nylon carpet BCF (bulk continuous filament) typically uses Nylon 6 or Nylon 6.6 with different AEG levels than nylon 6 or 6.6 used in apparel yarn. Carpet processing often uses Beck or continuous dyeing equipment with different liquor ratios than package or jet dyeing for apparel. The levelness and fastness specifications also differ: residential carpet has different requirements than fashion hosiery. What carries across is the dye class selection logic — levelling grades for colour-forward carpet, milling or metal complex grades for contract carpet with cleaning resistance requirements — but any recipe should be validated on the specific substrate and equipment combination before committing to production.
Where can I source acid dyes for nylon from India in bulk?
India is now the primary alternative sourcing destination for acid dyes as US Section 301 tariffs have made Chinese-origin dyes 25% more expensive for US buyers, and many EU and Southeast Asian supply chains are similarly reviewing their sourcing. Avi Chemicals, based in Ahmedabad, Gujarat, manufactures and exports acid dyes including grades suitable for nylon carpet, hosiery, activewear, and technical textile applications. We export to Italy, Turkey, Spain, Vietnam, Bangladesh, and several other markets. For bulk enquiries, shade cards dyed on nylon substrate, batch consistency data, or a technical consultation on your specific nylon dyeing application, contact us directly at www.avichemicals.com/contact. We offer free sample sets dyed on nylon and can provide technical guidance on dye class selection and barré prevention for your specific substrate and end use.
Ready to Solve Your Nylon Dyeing Challenges?
The three dye class decisions above, the barré prevention protocol, and the process parameters are not theoretical — they come from 44 years of manufacturing acid dyes and working with nylon dye houses across four continents.
We have been helping nylon dye houses in Turkey, Italy, and Vietnam solve exactly these problems since 1980. Tell us your nylon substrate (Nylon 6 or 6.6, carpet BCF, hosiery yarn, or technical fibre), your end-use specification (wash fastness requirement, light fastness grade, any OEM or EN ISO standard), and your target shade — we'll send you the right grade, a starting recipe, and a dyed-on-nylon sample.
Internal links: See also our complete guide to acid dyes for wool, silk and leather and our comparison of reactive, acid and direct dyes for production economics.



Good post.. helped me with my dyes selection